Do you want to save compressed air? And minimize costs at the same time?
Minimize compressed air use for blowoff, drying, cooling, conveying and static elimination operations!
Dramatically reduces compressed air costs by turning off the compressed air when no part is present!


What Is The EFC?
EXAIR’s EFC™ is a user-friendly electronic flow control for compressed air that is designed to minimize compressed air use on blow off, drying, cooling, conveying and static elimination operations. The EFC combines a photo electric sensor with a timing control that limits compressed air use by turning it off when no part is present. The timing control permits easy tuning to the application requirements while providing flexibility in sensing distance.
Why EFC?
For most companies, the air compressor uses more electricity than any other type of equipment. One simple operation that uses compressed air can easily waste thousands of those electricity dollars per year if not properly controlled. The EFC has been designed to improve efficiency by minimizing compressed air use and, as a result, reduces compressed air costs. It turns on the air only when the part is present and provides just enough air to complete a specific task or operation.
The EFC has an easy electrical connection for voltages from 100V to 240VAC, making it suitable for applications throughout the world. The compact photoelectric sensor has a sensitivity adjustment and detects objects up to 3′ (1 meter) away. The sensor has superior immunity to noise and inductive loads that are common to industrial environments and installs
easily in tight spaces with the supplied mounting bracket. The control system provides flexibility
with numerous valve operating modes and timing delays. The polycarbonate enclosure is suitable
for use in a wide range of applications including those located in wet environments.

EFC Photoelectric Sensor
Specifications
- Power Supply Input – 100V-240VAC, 50/60Hz, 0.25-0.45A
- Power Supply Output (To Sensor) – 24VDC at .65A
- Sensor – 12-24VDC input, consumes 30mA
- Sensing Range – Diffuse retro-reflective to 3′ (1 meter)
- Enclosure Rating – NEMA 4
- Temperature Rating – 13°F to 131°F (-25°C to 55°C)
- RoHS Compliant – Yes
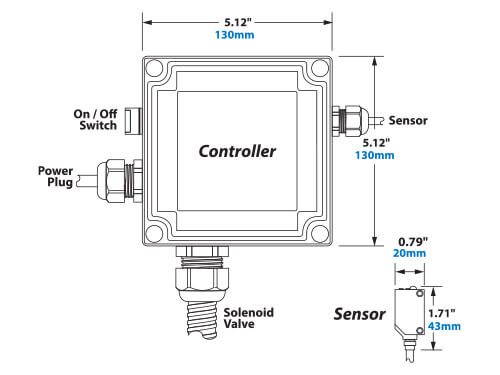
The timing control unit and the photoelectric sensor are equipped with a 9′ (2.74m) power cord. The timing control unit is housed in a polycarbonate NEMA 4/IP56 water tight enclosure.
There are four models of the EFC. Each includes the timing control unit and photoelectric sensor with a choice of solenoid valve sizes of 40, 100, 200 and 350 SCFM.

Use the EFC to save more air with EXAIR’s engineered airflow products



| Model | Description |
|---|---|
| 9055 | EFC Electronic Flow Control (40 SCFM) — includes timing control unit, photoelectric sensor, 40 SCFM (1133 SLPM), 100-240 VAC, 50/60 Hz, solenoid valve, 1/4 NPT |
| 9056 | EFC Electronic Flow Control (100 SCFM) — includes timing control unit, photoelectric sensor, 100 SCFM (2832 SLPM), 100-240 VAC, 50/60 Hz, solenoid valve, 1/2 NPT |
| 9057 | EFC Electronic Flow Control (200 SCFM) — includes timing control unit, photoelectric sensor, 200 SCFM (5664 SLPM), 100-240 VAC, 50/60 Hz, solenoid valve, 3/4 NPT |
| 9064 | EFC Electronic Flow Control (350 SCFM) — includes timing control unit, photoelectric sensor, 350 SCFM (9911 SLPM), 100-240 VAC, 50/60 Hz, solenoid valve, 1 NPT |

1133 l/min Modell 9055

2832 l/min Modell 9056

5664 l/min Modell 9057

9911 l/min Modell 9064
$2,045.22 Annual Air Savings On A Flat Panel Display Blowoff
A flat panel display manufacturer runs 3 shifts. It takes a 40 second cycle to produce one fully assembled display. Prior to packaging, they use EXAIR’s 12″ (305mm) Super Ion Air Knife at 40 PSIG to blow across the display to remove any static electricity, dust, debris and plastic flash from the panel surface. The air ran constantly. The displays are under the airflow only 10 seconds. 30 seconds pass until the next display is in position. They manufacture 675 displays per shift (7.5 hrs.) for a total of 2025 displays manufactured per day.
Old Method
EXAIR’s 12″ (305mm) Super Ion Air Knife was supplied at 40 PSIG to clean the displays. At 40 PSIG, EXAIR’s 12″ (305mm) Super Ion Air Knife consumes 20.4 SCFM Non-stop blowing of 1440 minutes (24 hours) per day X 20.4 SCFM = 29,376 SCF air usage per day.
EFC Solution
The EFC was installed to shut off the compressed air for 30 seconds of the 40 second cycle. (Turns air off for 75% of the cycle.)
Cost Difference
Most large plants know their air cost. If the actual cost is unknown, $0.25 per 1000 SCF is reasonable.
Before the EFC installation:
29,376 SCF/1000= 29.38 X $0.25 = $7.34 air cost per day.
With the EFC installed:
The EFC shut the air off during the three 30 minute shift changes. Upon sensing the display, the timer turned on the compressed air for only 10 seconds of each 40 second cycle (25% of the time).
Flat Panel Display Blowoff1440 minutes per day – 90 minutes between shifts = 1350 minutes of operation per day.
1350 minutes x 25% = 337.5 minutes of air per day.
337.5 minutes x 20.4 SCFM = 6,885 SCF air usage per day.
6,885 SCF/1000 = 6.89 x $0.25 = $1.72 air cost per day.
$7.34 (old air cost) – $1.72 (new air cost) =
$5.62 savings per day x 7 days a week =
$39.33 savings per week x 52 weeks a year =
$2,045.22 savings per year.
The timer was set to the “interval” setting when detecting the flat panel displays. The sensor was mounted 1″ (25mm) prior to the Super Ion Air Knife blowoff station. When it detected the flat panel, it turned the air on immediately and started the 10 second timing sequence for closing the valve (shutting the air off). In the event the conveyor stopped, the air would no longer cycle on again until the next flat panel was detected.
Cost Saving Example 2
$5,030.48 Annual Air Savings For Pre-Paint Bumper Cleaning
A manufacturer of car bumpers installed a 60″ (1524mm) Super Ion Air Knife in the down draft cleaning area prior to their paint booth. The bumpers enter that area in the same orientation as they would when mounted to the automobile, moving at 10′ (3m) per minute with a 12″ (305mm) space between bumpers. The bumpers are under the blow off for 10 seconds. 6 seconds pass with no bumper in the ionized airflow. The operation runs around the clock with three shifts.
Old Method
EXAIR’s 60″ (1524mm) Super Ion Air Knife was supplied at 40 PSIG to clean the bumper. At 40 PSIG, EXAIR’s 60″ (1524mm) Super Ion Air Knife consumes 102 SCFM. Non-stop blowing of 1440 minutes (24 hours) per day x 102 SCFM = 146,880 SCF air usage per day.
EFC Solution
The EFC was installed to shut off the compressed air for the 6 seconds where no bumper was present – an on cycle reduction of 37.5%. 1440 minutes x 37.5% = 540 minutes of off time per day
Cost Difference
Most large plants know their air cost. If the actual cost is unknown, $0.25 per 1000 SCF is reasonable.
Before the EFC installation:
146,880 SCF/1000=146.88 x $0.25 = $36.77 air cost per day
With the EFC installed:
The EFC shut the air off during the three 30 minute shift changes. Upon sensing the display, the timer turned on the compressed air for only 10 seconds of each 40 second cycle (25% of the time).
Pre-Paint Bumper Cleaning1440 minutes per day – 90 minutes between 146,880 SCF X 62.5% on cycle = 91,800 SCF/1000 = 91.8 x $0.25 =
$22.95 air cost per day
$36.77 (old cost) – $22.95 (new cost)=
$13.82 savings per day x 7 days per week =
$96.74 savings per week x 52 weeks per year =
$5,030.48 savings per year.
The timer was set to the “interval” setting when detecting the bumpers. The sensor was mounted next to the Super Ion Air Knives. When it detected a bumper, it turned the air on immediately and started the 10 second timing sequence for closing the valve (shutting the air off). In the event the conveyor stopped, the air would no longer cycle on again until the next bumper was detected (the conveyor was turned on again).
Cost Saving Example 3
$3,393 Annual Air Savings On A Tank Blowoff Operation
A company that refurbishes large pressurized tanks runs the tanks through an oven to burn off the old paint. Only one tank at a time can be processed. The single tank is loaded onto the conveyor and the system is turned on. The conveyor starts to move and the series of Super Air Knives used for blowoff at the exit of the oven is turned on. At 80 PSIG, the four Super Air Knives consume 348 SCFM. The blowoff runs for 5 minutes waiting for the first tank to make it through the oven and approach the airflow (wastes 1740 SCF/49,242 SL of air). It takes one minute to pass through the airstream. Once the blowoff is complete, the conveyor stops and the air is shutoff. The stripped tank is taken off the conveyor and another tank loaded at the other end. They typically run 30 pressurized tanks per day, five days per week.
Old Method
It takes 6 minutes to complete the process. 6 minutes x 348 SCF = 2,088 SCFM 2,088 SCFM x 30 tanks = 62,640 SCFM
EFC Solution
The EFC was installed to shut off the compressed air for the 5 minutes where no tank was present (one minute of air on). 1 minute X 348 SCFM = 348 SCFM x 30 tanks = 10,440 SCFM
Cost Difference
Most large plants know their air cost. If the actual cost is unknown, $0.25 per 1000 SCF is reasonable.
Before the EFC installation:
62,640 SCFM/1000 = 62.64 x $0.25 = $15.66 air cost per day.

10,440 SCFM/1000 = 10.44 x $0.25 = $2.61 air cost per day
$15.66 (old cost) – $2.61 (new cost) =
$13.05 savings per day x 5 days per week =
$65.25 savings per week x 52 weeks per year =
$3,393 savings per year.
The timer was set to “on/off delay” when detecting the tanks. The best place to mount the sensor was at the oven exit that was 1 minute away from the blowoff station. Once the tank started to exit the oven, the timing sequence began and turned on the air just as the tank reached the blowoff station. The duration time of the blowoff was set at one minute.